激光器焊接道理
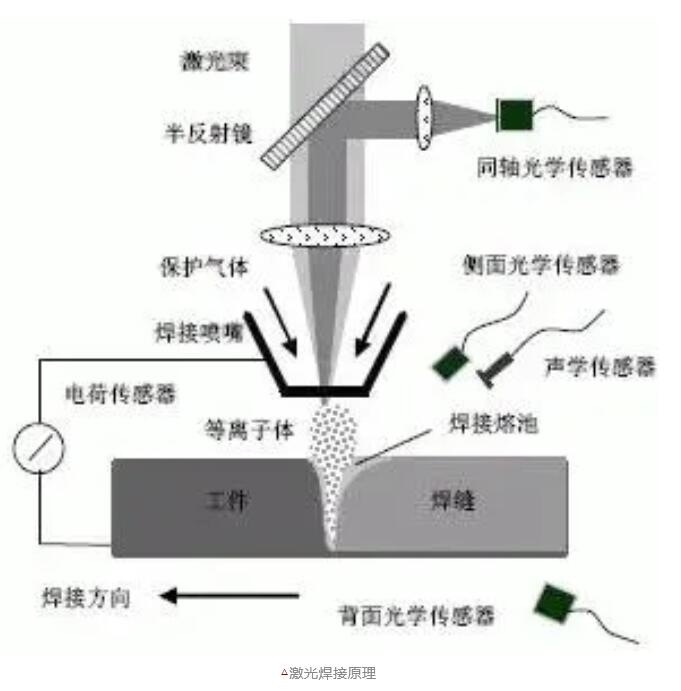
激光焊接屬于熔融焊,接納激光束作為焊接熱源,其焊接道理是:經由進程特定的體例激起活性介質,使其在腔體內往返震動,而后轉換為受激輻射光束,當光束與工件相互打仗時,其能量就被工件接收,當溫度高達資料的熔點時,便能夠停止焊接。
△激光焊接道理。
根據熔池構成機理分別,激光焊接具備兩種根基的焊接機理:熱傳導焊接和深熔(小孔)焊。焊接進程中發生的熱量經由進程熱傳導分散到工件內,使焊縫外表融化,根基無汽化景象,在低速薄壁件的焊接中常常利用。深熔焊接時,資料蒸發,構成了大批的等離子體,熔池前部呈現小孔景象。深熔焊接能夠完全地焊透工件,且輸出能量大,焊接速率快,是今朝利用最普遍的激光焊接體例。
首要工藝參數的激光焊接。
對激光焊接品質有影響的工藝參數有功率密度、脈沖波形、離焦量、焊接速率、幫助吹掩護氣等。
激光器的功率密度。
在激光加工中,功率密度是一個很是首要的參數。利用更高的功率密度,在微秒規模內,外表層可加熱至沸點,并發生大批汽化。以是,高功率密度對資料的去除加工,如打孔、切割、雕鏤都很是有益。對低功率密度而言,達到沸點的外表溫度須要履歷幾毫秒,而在表層蒸發之前達到熔點,輕易構成杰出的熔融焊接。成果標明,在熱傳導激光焊接中,其功率密度規模為104~106W/cm2。
2激光脈沖波形。
脈沖波形是辨別資料去除和資料融化的首要參數,同時也是肯定加工裝備體積和本錢的關頭參數。高強激光束射到資料外表后,資料外表會有60~90%的反射激光能量喪失,特別是金、銀、銅、鋁、鈦等資料反射強、熱傳導快。在激光脈沖旌旗燈號進程中,金屬的反射率隨時候變更。跟著資料外表溫度的下降,反射率急劇降落,當外表在融化狀況時,反射率不變于必然的值。
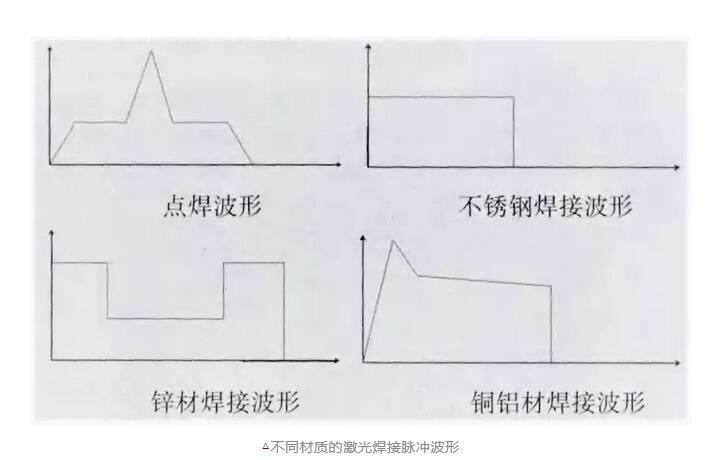
▲差別資料激光焊接脈沖波形。
激光器的脈沖寬度。
脈沖激光焊接的一個首要參數是脈寬。熔深和熱影響分區決議脈寬,寬度越長熱影響區越大,熔深也就越大,而寬度則是1/2次方。可是,由于脈寬的增添會下降了峰值功率,以是增添脈寬凡是用于導熱焊接,構成的焊縫尺寸較大,特別合用于薄板、厚板的搭接。但較低的峰值功率會致使過量的熱輸出,每種資料都有一個最好的脈沖寬度,使熔深達到最大。
四離焦
由于光斑中間功率密度太大,激光焊接時常常須要必然的離焦量,輕易蒸發成孔。在離焦立體處,能量密度散布比擬平均。
有兩種體例離焦:
正離焦和負離焦。焦面位于工件上的焦面呈正離焦距相反。根據多少光學現實,當正離焦面和焊面間隔相稱時,響應立體上的功率密度根基不異,但現實取得的熔池外形有必然的差別。負向焦化能夠取得較大的熔深,這與熔池的構成進程有關。
5焊接速率。
焊持久議著焊接外表品質、熔深、熱影響規模等。焊速的加速會影響單元時候內的熱輸出量,焊接速率太慢,則會發生大批的熱能,致使焊接速率過快,構成焊接進程中熱輸出過少,構成工件焊不透。為了進步熔深,凡是接納下降焊接速率的體例。
6.幫助吹掩護氣。
在高功率激光焊接中,幫助吹氣是一項必不可少的工藝。為避免金屬資料濺射而凈化聚焦鏡;另外一方面,避免在焊接進程中發生的等離子體過分聚焦,禁止激光達到資料外表。在激光焊接進程中,凡是接納氦氣、氬氣和氮氣來掩護熔池,以避免工件的氧化。由于掩護性氣體品種、風量、吹風角等身分對焊接成果有很大影響,差別的吹吹體例對焊接品質也有必然的影響。
氦不輕易被電離(電離能量較高),能讓激光順遂穿過,而能量不受障礙地間接達到工件外表。這類激光焊接時利用的最有用的掩護氣體,但價錢較貴。
氬絕對自制,密度大,是以防護成果更好。可是它易受低溫等離子體電離,致使其局部光束射到工件上,下降了焊接的有用激光功率,使熔深和速率下降。與氦氣掩護比擬,利用氬氣掩護的焊件外表來得光滑。
氮是最自制的掩護氣體,但不合適于某些范例的不銹鋼焊接,這首要是由于冶金學方面的題目,比方接收,偶然在搭接地區構成氣孔。
作為一種新的焊接手藝,激光焊接手藝具備能量密度高、速率快、精度高、深度穿透、順應性強等特色,其利用規模愈來愈廣,不只能夠進步出產效力,也能夠進步焊接品質,激光焊接手藝必將在資料加工范疇闡揚更大的感化。